
在前一篇文章中,我们向大家讲解了如何“使用 DA-53T 数控折弯机进行圆弧折弯”,要知道,Delem 控制器做为优秀的折弯机控制器,正在被越来越多的厂商选择和使用。但是大多数用户在使用时,却并不能完全准确的对折弯工作进行准确的校正。今天,我们就通过这篇文章来教大家如何使用 Delem DA-53T 数控折弯机进行折弯和修正的操作。
视频教程
如果您不想观看视频教程,还可以通过下面的图文教程来查看:
图文解析
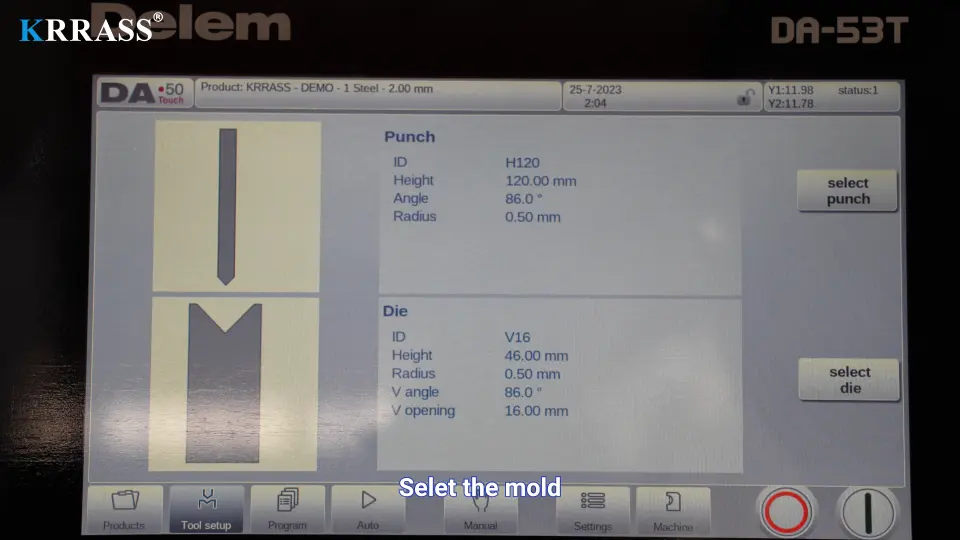
1、测量与选模
我们在折弯工件之前,我们需要依序测量板材的长度和厚度;同时根据我们的生产需要,安装适合生产工件的模具,并在 DA-53T 控制器中添加相关模具的参数。


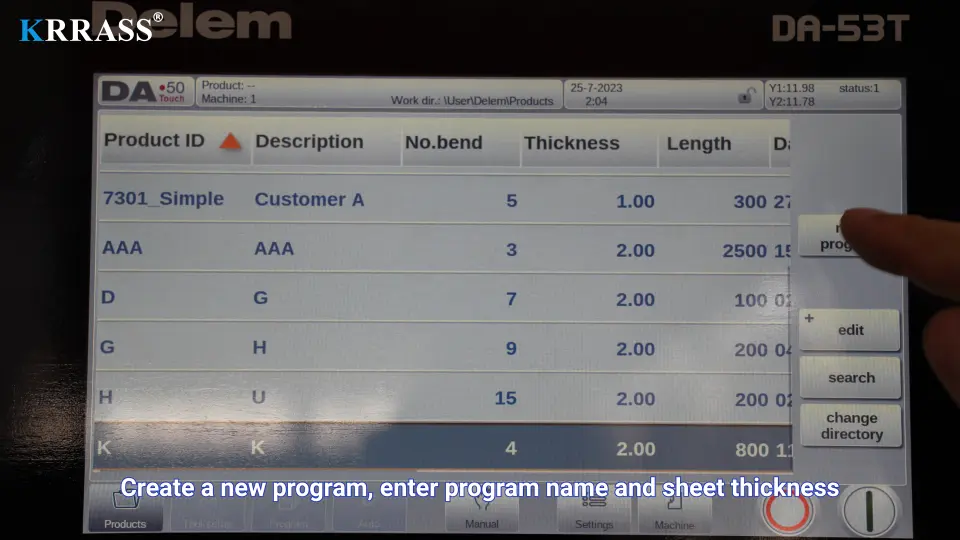
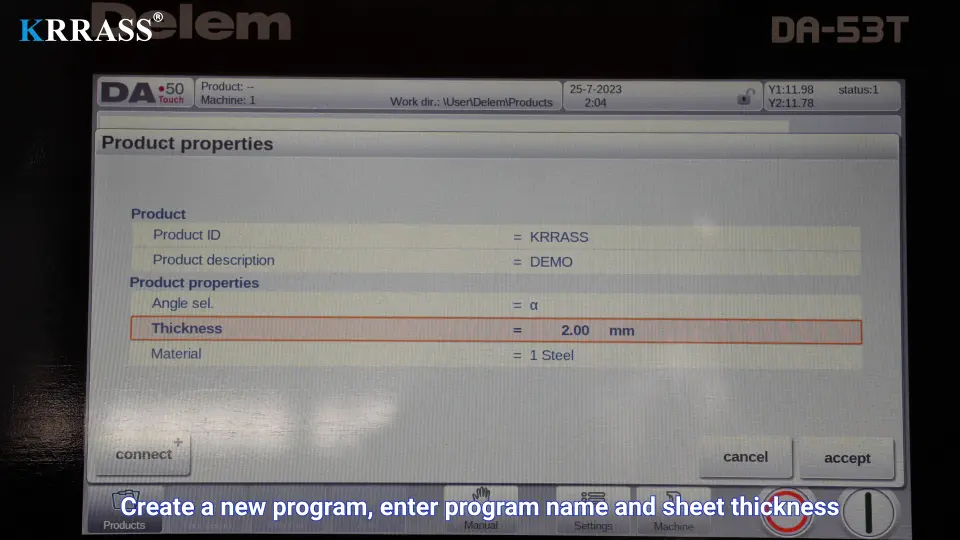
2、编程控制
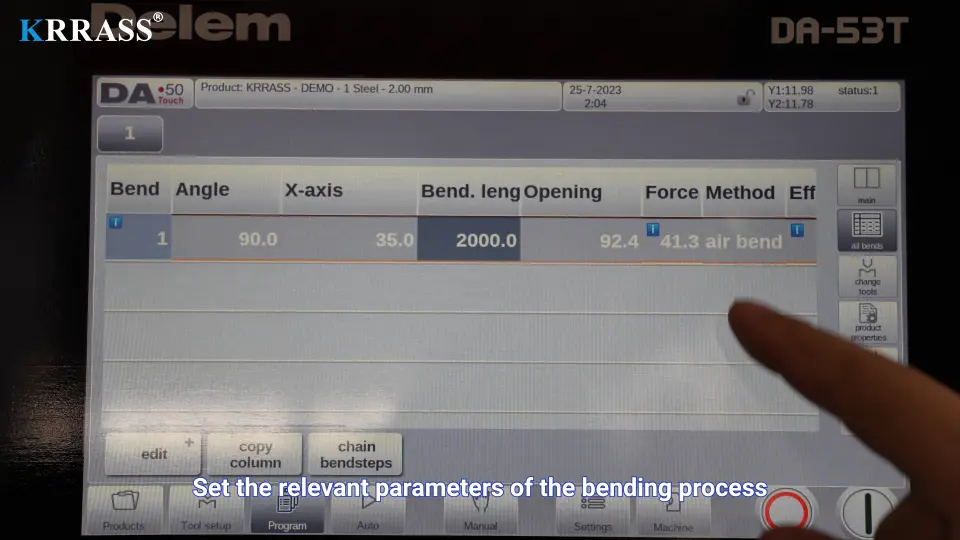
使用 DA-53T 控制器来创建一个全新的折弯程序,依序输入板材的相关参数后,选择相应的模具,最后输入折弯工艺的具体参数;
3、折板测试
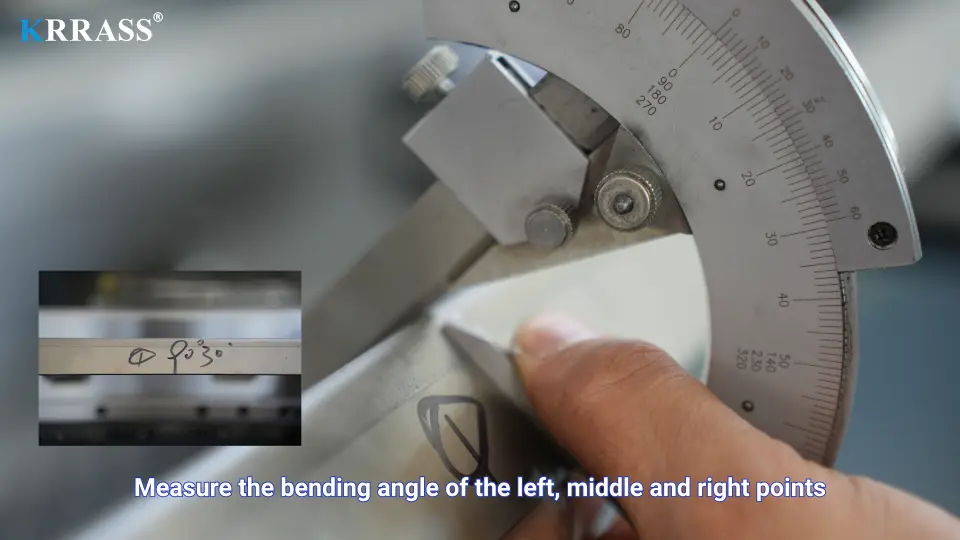
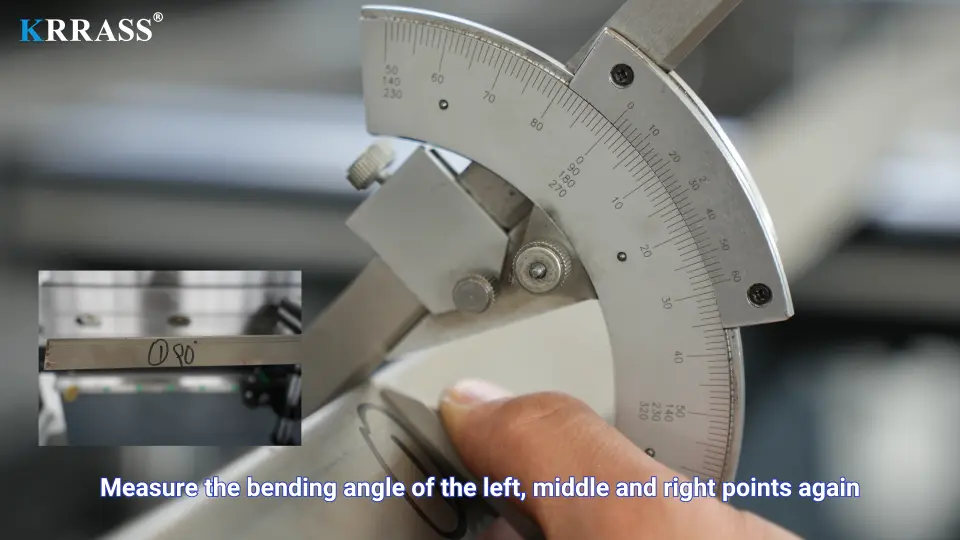
放入板材,对板材进行预折弯,然后取出板材进行折弯精度的测量。我们依序将板材的左、中、右三处分别标记为①、②、③号位,通过测量的数值如下:
- ①号位:90°30′
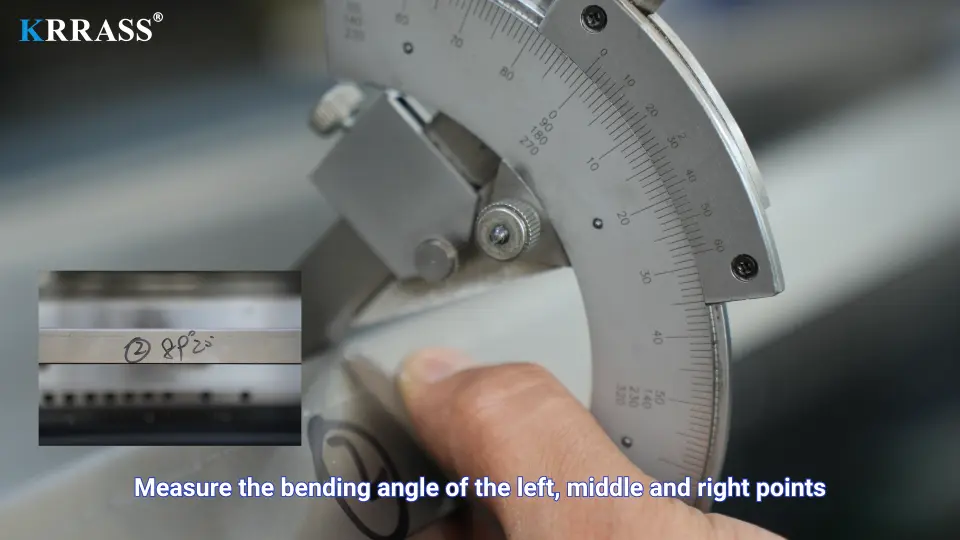
- ②号位:89°20′
- ③号位:89°10′
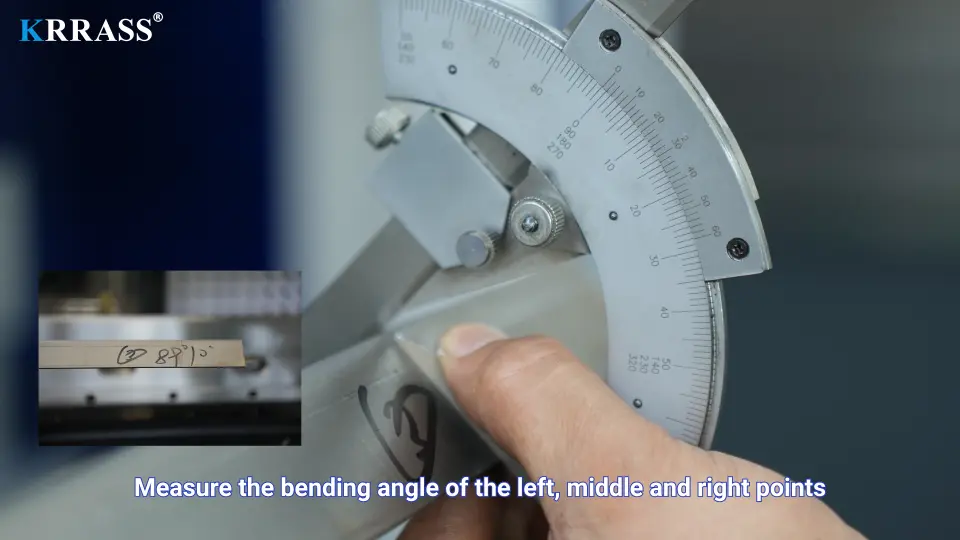
我们可以看到,②、③号位的角度并未达到我们期望的数值,我们需要对其进行校正;
4、Y 轴矫正
要想校正折弯偏差角度,我们首先要对 Y 轴即折弯工件的两端进行矫正。从上一阶段数据,我们可以看到:
- Y1 轴对应的①号位角度为 90°30′,已基本满足我们需求,无需矫正;
- Y2 轴对应的③号位角度为 89°10′,偏差较大,需要矫正;
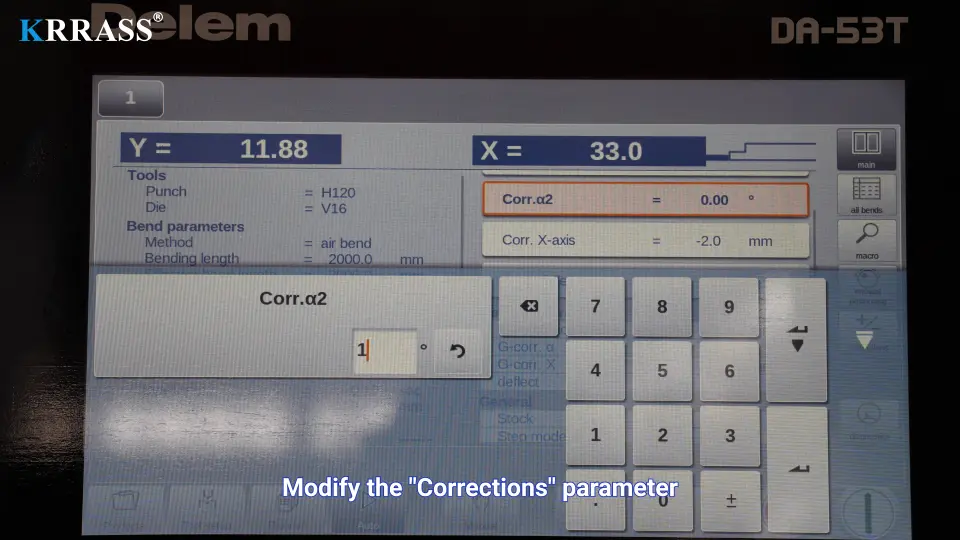
具体矫正方法如下,在控制器工作页面右侧的“Corrections”区域中,找到“Corr.α2”参数,设定其补偿的角度为 1°(注意:如果实际折弯角度小于期望角度,则补偿值为正值;如果实际折弯角度大于期望角度,则补偿值为负值)即可,补偿值的大小为实际折弯角度与期望角度之间的差值。
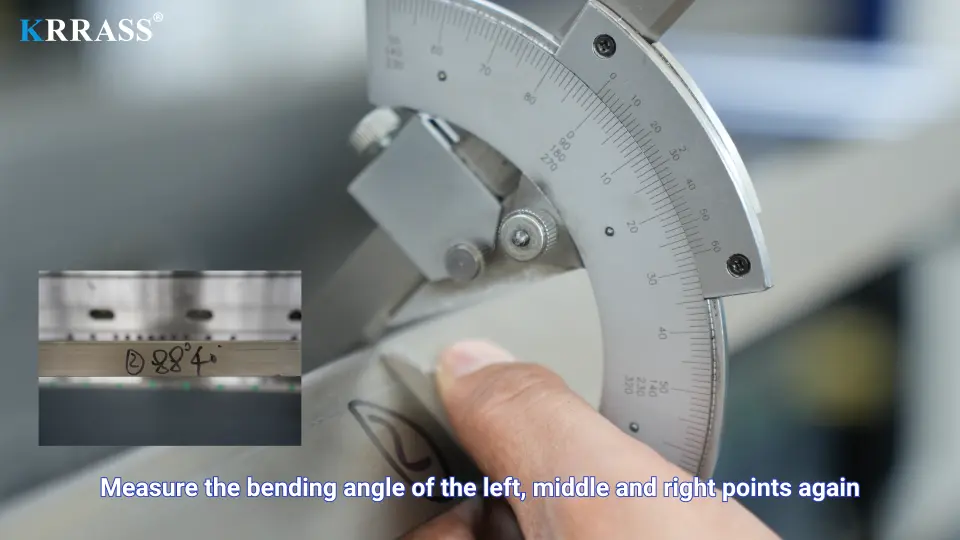
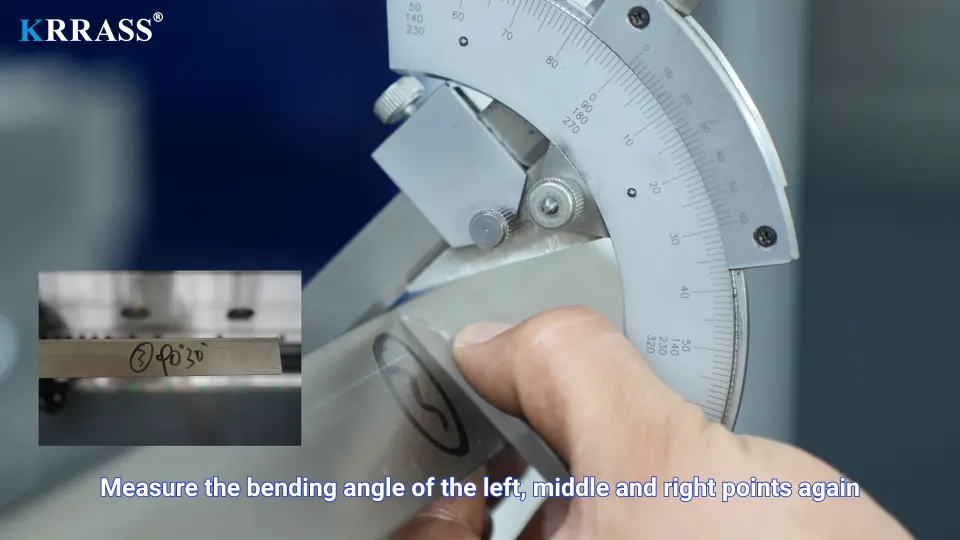
通过 Y 轴矫正后,我们再次进行折板测量,分别测量①、②、③号位数值如下:
- ①号位:90°
- ②号位:88°40′
- ③号位:90°30′
通过上面数据可知,左右两侧的①、③号位的折弯角度已经达到期望值,但是中间部位的折弯角度仍旧需要修正,我们继续看如何进行机械补偿;
5、机械补偿
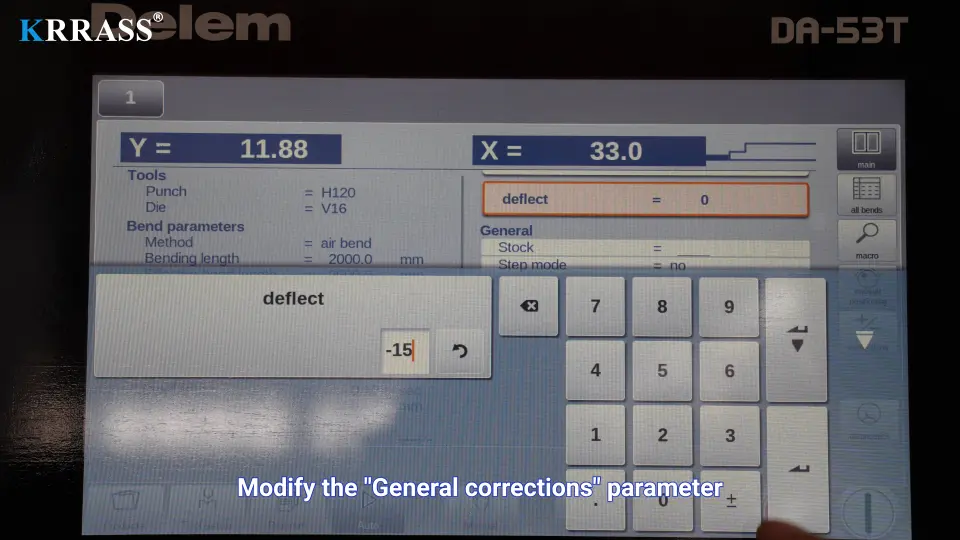
使用 DA-53T 控制器进行机械补偿操作的方法如下,在控制器工作页面右侧的“General corrections”区域中,找到“deflect”参数,设定其补偿的数值即可。具体补偿参数的计算公式如下:
D(补偿参数)=V(下模槽宽 mm)/2*N(补偿角度)
注意:补偿角度的数值可以为正、负值。
当实际折弯角度大于期望角度时,需要增加补偿,此时为正值;
当实际折弯角度小于期望角度时,需要减少补偿,此时为负值。
即:本次我们折弯使用的下模宽度为 16mm,偏差角度接近-2 度,那么补偿参数的值为:16/2*-2=-16,我们可以在“deflect”参数中将其值设定为-15,再次进行折弯即可;
6、结果,确认完成
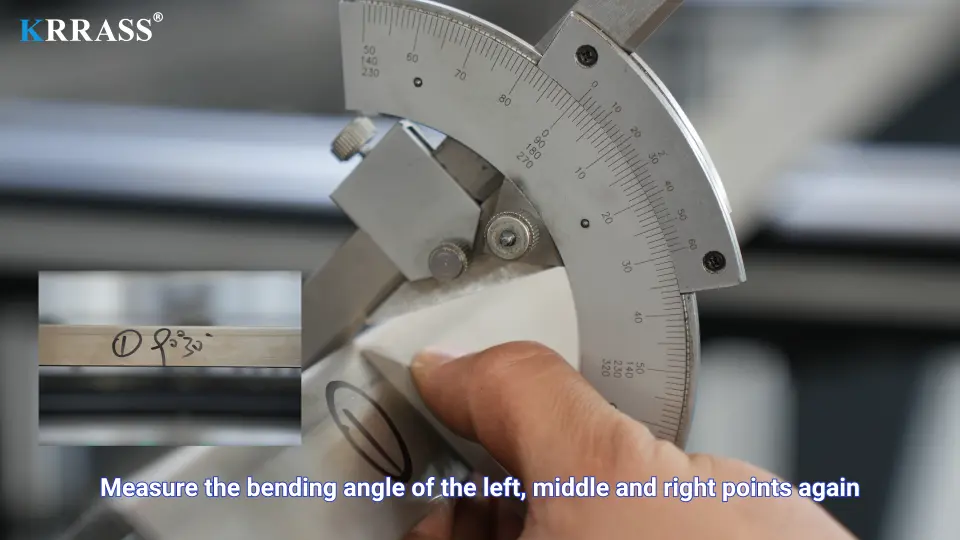
通过上面的校正操作,最终我们得到的折弯结果如下:
- ①号位:90°50′
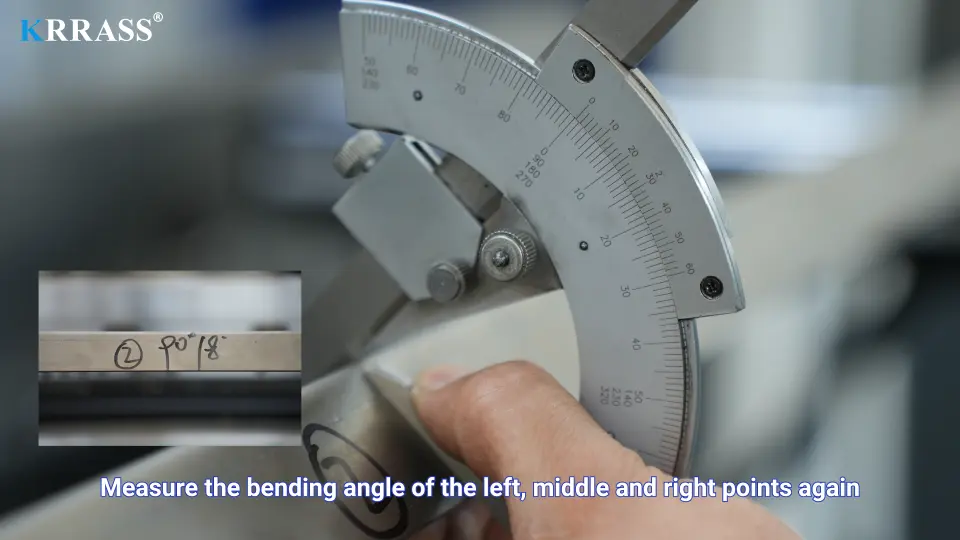
- ②号位:90°18′
- ③号位:90°30′
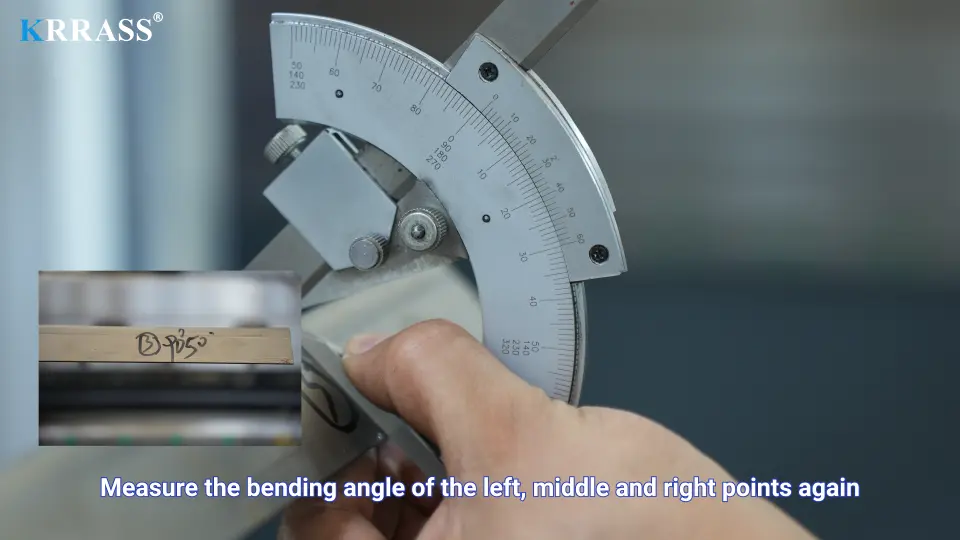
这个结果已经满足了我们的折弯需求,达到了期望值。
以上,就是如何使用 Delem DA-53T 数控折弯机进行折弯和修正的操作的具体过程和方法,如果您对 DA-53T 数控折弯机还想有更深入的了解,可以查看我们以下的教程内容:

