
您是否希望实现金属弯曲的精度?折弯机后挡料的正确校准至关重要。本指南将引导您完成检查和调整逆止器杆的垂直和水平对齐以及校准后挡料手指的详细步骤。通过掌握这些技术,您可以提高机器的准确性并避免代价高昂的错误。继续阅读以发现校准折弯机后挡料的基本技巧。
为什么校准折弯机后挡料很重要
为确保精确弯曲,必须将折弯机后挡料校准到冲头和模具的中心。虽然后挡料在交付过程中已预先校准,但只有在手指或逆止器杆未对准时才需要重新校准。此外,在运行任何程序之前,必须使用 ETS 软件校准后挡料。
I. 检查逆止器杆对齐
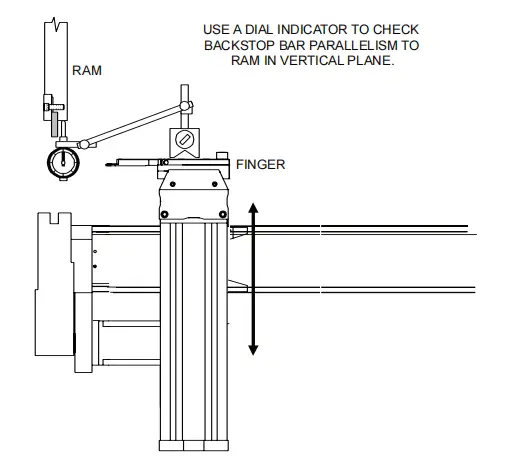
1. 垂直平面校准
要确保逆止杆和滑块之间的垂直平行度:
- 将磁性底座千分表连接到其中一个后挡料手指上。
- 定位 X 轴和 R 轴以参考滑块的底面。
- 将 backstop bar 一端的千分表归零。
- 将手指移动到另一端,检查刻度盘读数。
- 读数应保持在零。如果需要调整,请遵循逆止器校准程序。
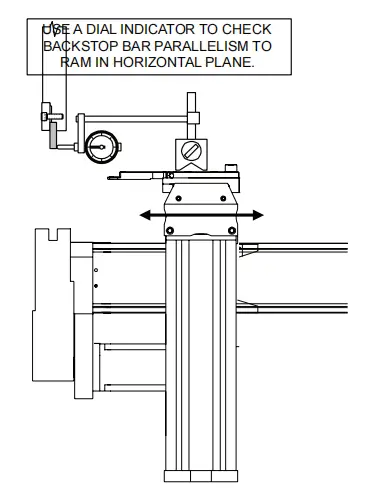
2. 水平面校准
要确保逆止杆和滑枕之间的水平平行度:
- 将磁性底座千分表安装到后挡料手指上。
- 参考 ram 的背面。
- 将 backstop bar 一端的刻度盘归零。
- 将手指移动到另一端并检查刻度盘读数。
- 如有必要,请使用下面概述的程序进行校准。
II. 校准量规
您的折弯机包括精密加工的量规杆,公差尺寸为 4.000“+.001”。这些测量杆具有橡胶背衬,以防止在校准过程中损坏。在继续之前,请确保您遵循正确的机械校准步骤并熟悉折弯机控制。
III. 后挡料手指校准
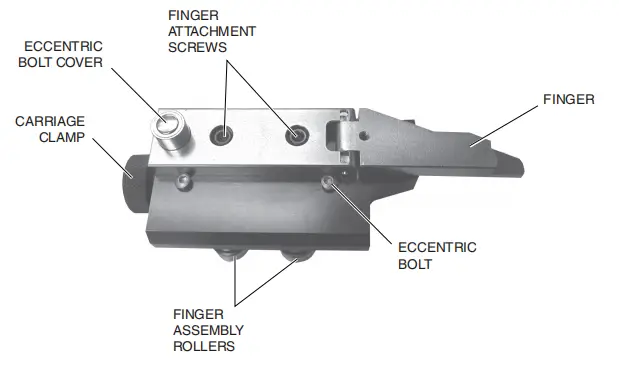
此过程可确保两个后挡料手指与逆止器杆的距离相等:
- 将操作模式设置为 JOG,将控制模式设置为 HAND。
- 从主菜单执行“校准后挡料”,或编程并将后挡料移动到 X=04.000“ 校准位置。
- 在模具开口上放置两个校准量规条,间隔几英寸,靠近冲芯长度的中心。确保橡胶底座位于模具上,倒角端指向后挡料。
- 使用手掌按钮,向下点动冲压滑块,直到冲头进入每个校准量规杆的“V”形槽口。施加足够的力以稍微压缩橡胶背衬。通过手动检查移动,确保每个校准测量杆都被牢固夹紧。
- 垂直调整托架,直到手指与校准量规杆处于同一高度。对后挡料的机械调整在折弯机后面进行。为了安全起见,在进入后挡料区域工作之前,请按下并保持后挡料 STOP 按钮处于锁定位置。
对于配备 Manual-R 系统的机器,请使用后挡料托架手轮。对于带有 Power-R 系统的机器,请对正确的位置进行编程。
- 将一个后挡料手指移动到一个校准仪表杆的末端。在 Manual-Z 系统上,松开托架夹并将手指滑入到位。在 Power-Z 系统上,对正确的位置进行编程。
将手指调整到校准位置:
- 使用 5/16 英寸六角扳手松开将手指连接到指块的两颗内六角螺钉。
- 从凸台上取下钢帽,该凸台将偏心螺栓包裹在手指后部。
- 使用 7/16 英寸六角扳手转动偏心螺栓,将手指牢牢地靠在校准块上。用手轻轻按压,使手指与手指块的边缘平行。
- 拆下校准量规杆,并通过顺时针旋转 1/4 圈后挡料停止按钮重新启用后挡料。
- 将第二个后挡料手指移动到第二个校准仪表杆的末端,然后重复步骤 6 中的调整步骤。
- 调整两个手指,使手指和仪表杆之间的接触压力相同。
- 调整完成后,装回偏心螺栓帽并重新拧紧两个螺钉。

IV. 逆止杆校准
1. 垂直平面调整
要调整逆止器杆的垂直位置:
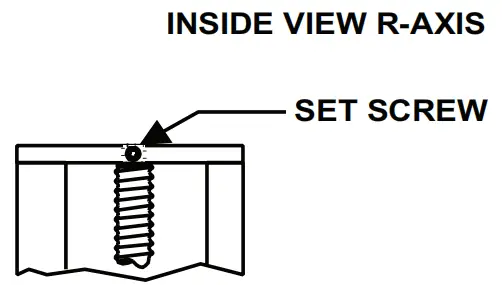
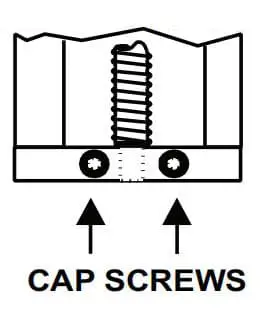
- 松开 R 轴顶板上的固定螺钉。
- 使用滚珠丝杠上的副夹钳(用布保护)调整高度。
- 调整后,拧紧固定螺钉并取下钳子。
2. 水平面调整
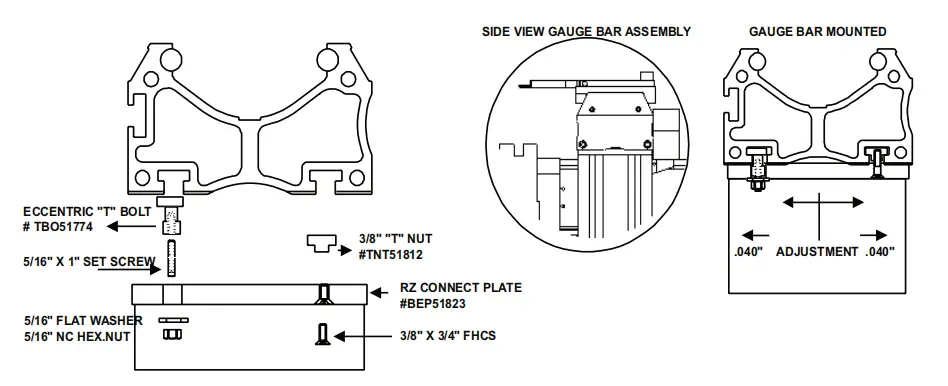
要调整逆止器杆的水平位置:
- 松开 T 形螺母并旋转 T 形螺栓,直到逆止器杆与柱塞平行。
- 达到平行度后拧紧 T 形螺母。
结论
校准折弯机后挡料对于保持金属弯曲操作的准确性至关重要。通过遵循本指南中概述的步骤,您可以确保您的机器高效、精确地运行。定期校准可最大限度地减少错误,减少停机时间,并延长设备的使用寿命。无论您是调整逆止器杆还是校准后挡料手指,这些程序都是获得一致结果的关键。
有关折弯机维护和优化的更多信息,请浏览我们网站上的其他资源,让您的车间保持平稳运行!

