液压钣金弯曲机通常用于钣金制造,对于实现精确弯曲至关重要。然而,与任何复杂的机械一样,它们在运行过程中可能会遇到各种问题。本指南对数控折弯机的常见故障进行了深入分析,包括潜在原因和故障排除方法。
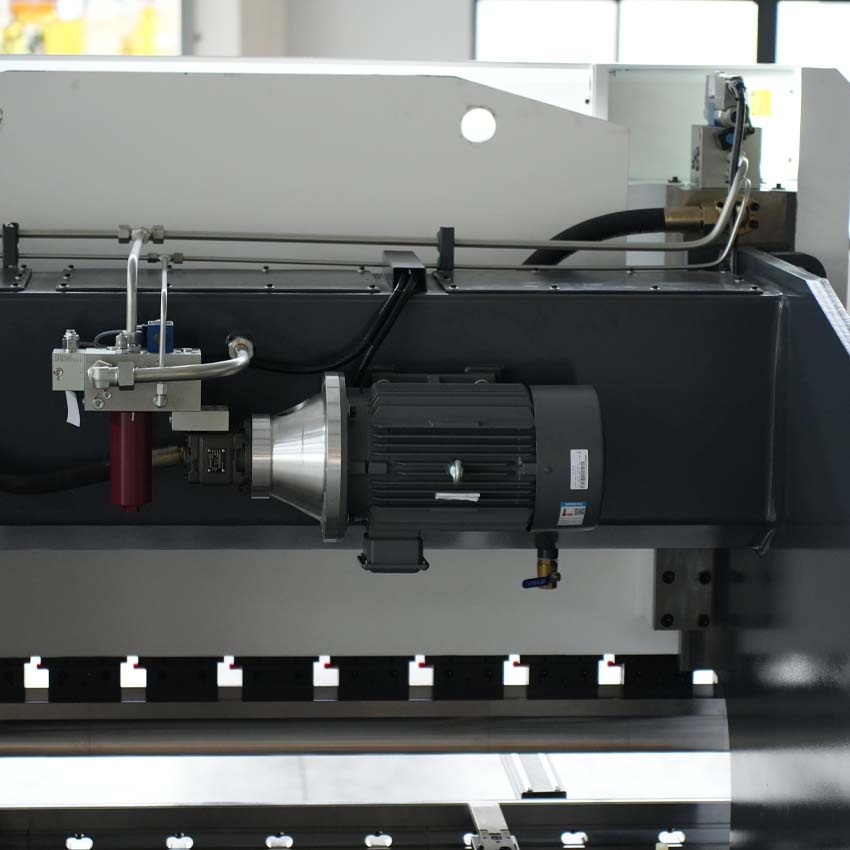
1. 液压钣金弯曲机油泵噪音过大
一个常见的问题是 CNC 折弯机中的油泵噪音,通常是由于漏油或油位低,从而导致油泵吸入问题。如果油在低温下粘度过高,会增加吸油阻力,从而影响 CNC 液压系统的效率。此外,吸油过滤器堵塞或安装过程中的损坏会导致显着的噪音,如果不加以解决,会导致长期损坏。定期检查液压油泵并确保正确安装以防止此类问题至关重要。
2. CNC 液压系统中无压力积聚
当弯曲机的液压系统无法产生足够的压力时,可能是由于油泵转向错误、油泵损坏,甚至是压力表故障造成的。确保压力控制阀没有堵塞,并且补偿放大器工作正常。这些组件在保持 CNC 折弯机液压系统中的适当压力方面起着关键作用。
3. 使用力士乐液压系统的弯曲机中缓慢建立压力
在某些情况下,由于压力阀端口堵塞或插装阀故障,弯曲机中使用的力士乐液压系统可能会出现缓慢的压力积聚。电气问题(例如电磁阀故障)可能会使此问题进一步复杂化,这些问题可能会延迟弯曲机液压系统中的压力积聚过程。
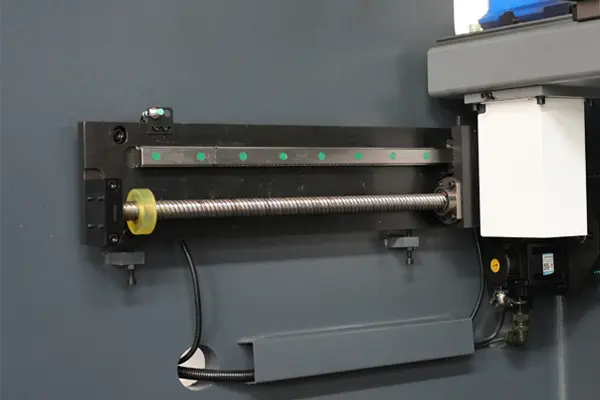
4. 液压钣金折弯机操作过程中的冲击声
在弯曲机运行过程中可能会产生撞击声,通常是由于导轨松动或光栅尺安装不当引起的。这种机械问题会导致错位和弯曲精度差。及时解决此类机械问题可以提高机器的整体性能,尤其是在弯曲精度方面。
5. Slider 无法执行快速操作
CNC 折弯机滑块无法执行快速动作可能与速降阀故障或电磁比例换向阀缺乏电信号有关。机械问题(例如导向板或气缸过紧)也会阻止滑块正常工作。定期维护和检查可确保弯曲机滑块的平稳运行。
6. 滑块速度转换点的长时间暂停
当弯曲机在速度转换点长时间停顿时,可能是由于空气进入油箱的上腔,从而延迟了压力的积累。灌装阀关闭不完全或通过自吸管的低流速也可能导致此问题。确保适当的闭合和压力调节对于高效的机器性能至关重要。
7. 折弯机没有滑块减速
弯曲机的一个常见问题是滑块无法减速,这通常是由电磁比例换向阀故障或无法建立的系统压力引起的。定期检查灌装阀和相关压力组件有助于保持机器的运行完整性。
8. 运行过程中滑块振动、摆动或噪音
在弯曲机中,滑块运动过程中的振动和噪音通常表明液压油中存在气泡、滑轨之间的过度摩擦或导板中的间隙不均匀。这些机械故障会破坏 CNC 液压折弯机制动器的平稳运行。定期润滑和检查液压系统可以最大限度地减少此类问题。
9. Slider Slowdown 期间的同步错误
当 CNC 折弯机滑块减速时,同步错误通常是由 CNC 系统参数或比例方向阀中的错误引起的。这些错误会导致弯曲角度不准确,并影响机器的整体效率。定期微调系统参数可确保平稳运行。
10. 下止点的振荡和抖动
当 CNC 折弯机的滑块在下止点摆动或抖动时,这通常表明光栅尺或 CNC 系统的压力参数存在问题。振荡会导致弯曲角度不准确,应立即解决,以避免金属板弯曲操作进一步复杂化。
11. 滑块返回缓慢或无返回
弯曲机滑块返回缓慢或完全无法返回其原始位置可能是由于电磁比例换向阀损坏或返回压力低。这些问题会影响机器的整体生产速度和精度,尤其是在重复的弯曲任务中。
12. 滑块返回时的振动
如果弯曲机在滑块返回过程中发生振动,则问题通常与压力设置不当或系统参数故障有关。调整压力并确保比例阀的正确校准有助于减轻这些振动,确保机器平稳运行。
13. 滑块在上止点滑动
弯曲机上止点的滑动滑块可能表明背压阀、液压油位或密封圈的稳定性存在问题。处理这些组件有助于防止不必要的滑动,这可能会影响钣金弯曲操作的准确性和安全性。
14. 弯曲角度误差大
液压钣金弯曲机产生的弯曲角度误差可能是由于补偿缸未完全恢复为零、快速夹紧松动或光栅尺出现问题造成的。材料的变化(例如厚度或应力)也可能导致金属弯曲角度不一致。
15. CNC 折弯机中的重大弯曲误差
如果 CNC 折弯机产生明显的弯曲误差,可能是由于上下模变形、工作台问题或偏转补偿不足。确保正确的模具对齐并检查机器的组件有助于获得更精确的钣金弯曲结果。
16. CNC 折弯机中的液压管路泄漏
CNC 液压系统中的泄漏通常是由于管道安装不当、振动或外部冲击造成的。确保所有液压管路都正确安装并用夹具固定,这对于防止可能影响机器性能的泄漏至关重要。
17. 液压系统安装和维护的重要注意事项
在 CNC 液压系统的安装和维护过程中,避免篡改任何密封阀门至关重要。维修系统后,请务必更换液压油并清洁油箱,以确保系统以最佳状态运行。
18. 液压钣金折弯机中常见的后挡块故障
液压钣金折弯机的后挡块问题,例如无法移动或驱动警报,通常是由机械问题或编码器电缆故障引起的。检查 X 轴和 R 轴是否不稳定并确保伺服电机正确对准有助于防止这些故障。